
 《广州国际激光展》专区
《广州国际激光展》专区| 1 | 中国制博会 | 九月 | 辽宁 |
| 2 | 中国工博会 | 11月 | 上海 |
| 3 | 中国特许加盟展 | 五月 | 北京 |
| 4 | 上海宝马展 | 11月 | 上海 |
| 5 | 迪拜家电展 | 12月 | 国外 |
| 6 | 广州国际金属加工工 | 三月 | 广州 |
| 7 | 上海酵博会 | 十月 | 上海 |
| 8 | 2016第16届广州国际食 | 六月 | 广州 |
| 9 | 郑州国际糖酒会 | 八月 | 河南 |
| 10 | 2016年第十四届中国 | 六月 | 福建 |
激光熔融已成为塑料或聚合物焊接的重要手段
编辑:齐梦饶 来源:荣格工业传媒 发表时间:2016-08-01 关注 次 | 查看所有评论

除了传统的焊接方法,塑料或聚合物的激光熔融工艺在许多行业已发展成为一种成熟的焊接手段。这种清洗工艺为用户提供了许多优势,能够促成敏感组 件的熔融。聚合物的激光熔融是指将被焊接的组件进行交叠的传输工艺。如图1所示,上面的连接部件输送激光辐射后为下方的部件所吸收并软化。热量的传递也融 化了上层,并且在部件之间形成了焊接点(力)。因此,待焊接的零部件的激光传输特性在这一激光熔融工艺中是很重要的。
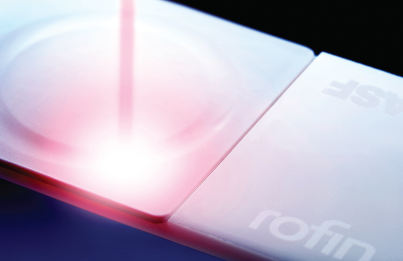
图1:在聚合物的激光熔融 工艺中,上方的连接部件输 送激光辐射后为下方的部件 所吸收并熔化。
在聚合物的激光熔融工艺中,上方的连接部件输送激光辐射后为下方的部件所吸收并熔化。
通常用于聚合物熔融的二极管激光器发射的波长介于800 到1000纳米之间。大多数非着色的热聚合物在此波长范围内都具有良好的激光传输性能。
将一种诸如炭黑的吸收材料添加到基底材料中,而特殊的添加剂也可以被掺入到混合材料中。各种颜色组合(从透明到浅色)可能会吸收激光器的波长,或强烈吸收并同时能够传输激光波长。
工艺优势
大多数的激光焊接方式在很大程度上能够抗衡传统的焊接手段,并提供了许多工艺优势。值得一提的是:其对接合区的能量输入所展现的控制能力对许多装配件和组件来说是一个显著优势。典型的优势可概况如下:
● 真正的密封性;
● 最小的机械应力和热应力;
● 稳定、可靠和非常灵活的工艺流程;
● 完全不会产生颗粒和碎片;
● 形成内部的防护性接缝;
● 最少的熔体喷射;
● 无需额外的材料;
● 焊接点的质量和耐久性都非常好。
质量和过程控制
与其他连接手段一样,激光熔融工艺中同样也会面临质量控制问题。究竟如何在熔融过程中确认品质和/或将好的部件从劣质部件中区分出来呢?究竟如何通过合适的质量和过程控制手段来最大程度降低不合格的零部件数量呢?
其中一种质量评估方法(同样也被用于其它焊接手段)是沿着设定好的激光熔融路径来测定参数的变化。这种熔融路径可以通过使用一款扫描振镜围绕固定、封闭的熔融路径快速驱动激光束。(图2)

图2:一种用于评估激光焊接质量的方法是沿着设定好的激光融合路径来测定参数的变化,其涉及使用一款扫描振镜围绕固定、封闭的融合路径快速驱动激光束
激光束朝着一个可程控的熔融轮廓迅速偏转,该熔融轮廓几乎同时熔化。通过使用一款机械夹持装置轻轻将装配组件压贴在一起,熔融材料会塌缩到一个限定的距 离,并且可以对其进行测量。如果熔融部分呈现出相容性以及可焊接性,那么可以将这种塌缩视为优质的焊接。如果该参数没有得到满足,那说明熔接缝可能不达 标,因而部件也可能成为次品被报废。
另外一种评估激光熔融质量的方法是在熔融工艺流程中使用一款远程高温计来对熔融材料进行测定。配有 集成式高温计的加工头能够快速控制熔融温度以及检测熔融缺陷。激光熔融过程中采用温度控制的优点是显而易见的,尤其当焊接的零部件的光学性能显示出一定的 非均匀性时。通常,当这些零部件采用玻璃纤维增强后会发生这种不均匀性。例如,使用自动激光功率控制可以抵消和弥补这些不均匀性,以保持所需温度。
当高温计控制不能弥补有缺陷的焊接区时,便可能提示温度信息的增加(例如,由部件被污染或两个部件之间接触不良或断开接触所引发)。同样地,当没有达到 所需的熔融温度时,高温计将发挥检测作用;(由于激光功率不足而导致)。如果超过软件界定范围的温度上限值和下限值时,受到影响的零部件可能被视为不合 格。
聚合物熔融
当前,聚合物的激光熔融工艺已被越来越多地应用在各种不同的行业中,并正在取代许多传统的接合方式。例如,在医疗设备制造领域,洁净度是绝对强制性的要求。
尤其需指出的是,激光熔融技术在汽车行业供应链中已得到广泛的认可。汽车零部件往往配备了敏感的电子元件或操纵元件,并且含有液体。在这些或其它类似情况下,激光束的熔融便是可选择的理想手段,将其与过程控制相结合,未来二极管激光器将持续渗入更多的应用领域。
透明聚合物的熔融
近来,透明聚合物的熔融通常需要用到价格比较昂贵的特殊吸收剂并且向方程式添加工艺流程。然而,使用波长较高的激光器已经在许多透明聚合物的熔融应用中剔除了对吸收剂的需求。
波长更高的激光器被应用在透明聚合物的熔融工艺中,这类激光器与聚合物的交互作用与传统波长为800–1000nm的激光器是不同的。部分激光能量仍然 通过一种透明的热塑性材料进行传输,但是在此波长范围,部件仍然产生轻微的吸收力。所吸收的能量足够对熔融区的聚合物进行加热并且产生所需的结果。
众所周知,在激光行业中,激光能量会在被熔融的聚合物的每一个表面得到吸收。通常在这些应用中,四个表面会发生吸收作用:其中包括上表面、两个接合面以 及下表面。由于接合界面是由多个平面构成的,透明聚合物的焊接过程中发生的大部分吸收能够为透明型的热塑性塑料在不使用吸收添加剂的情况下实现高效熔融提 供一个完美的环境。
网纵会展网-中国会展第一门户站!
也许您感兴趣
更多


展商展后评价
评价排行榜
本月最热
更多
| 名次 | 展会名称 | 月份 | 区域 |
|---|---|---|---|
| 1 | 中国制博会 | 九月 | 辽宁 |
| 2 | 上海宝马展 | 11月 | 上海 |
| 3 | 迪拜家电展 | 12月 | 国外 |
| 4 | 中国工博会 | 11月 | 上海 |
| 5 | 中国美容博览会 | 五月 | 上海 |
| 6 | 2017北京道路运输车辆 | 五月 | 北京 |
| 7 | 橡胶展 | 九月 | 上海 |
| 8 | 2017年家居建材展 | 六月 | 上海 |
| 9 | 2016年第十四届中国· | 六月 | 福建 |
| 10 | 120届广交会|中国进出 | 十月 | 广州 |
| 11 | 中国特许加盟展 | 五月 | 北京 |
| 12 | 广州国际激光展 | 三月 | 广州 |
投票排行
更多
| 名次 | 展会名称 | 月份 | 区域 |
|---|
会展视频
更多
 2016深圳国际工业自动化及
2016深圳国际工业自动化及 2016中国光伏大会暨展览会
2016中国光伏大会暨展览会展商新闻
更多
 2018中国东北沈阳机床展于
2018中国东北沈阳机床展于 尚为照明出席第19届中西部
尚为照明出席第19届中西部
 QQ客服
QQ客服 申请参展
申请参展 专题管理
专题管理